В прошлом изделие изготовлялось вручную техникой дифовки, чеканки и монтировки, в настоящее время, при серийном производстве, изделия чаще всего штампуют. После соответствующей подготовки (обезжиривание и травление) лицевая поверхность изделия, подлежащая росписи, покрывается тонким слоем эмали, которая должна служить фоном; в настоящее время это чаще всего светлые тона (белый, голубой), однако в прошлом, например, знаменитые французские лиможские эмали писались на темном фоне, киевские эмали (XVII и XVIII вв.) писались на темно-коричневом, а в Москве в XIX в. — чаще всего на черном фоне.
Материал и технология его обработки— это лишь средства выражения художественно-образного содержания произведения. Если они превращаются в самоцель, когда художник излишне любуется фактурой поверхности при чеканке или увлекается случайными цветами побежалостей при термической обработке металла, они утрачивают способность служить средствами выражения содержания, и тогда поверхностно обработанная материальная форма предмета превращается в формальный символ.
Чеканка
Чеканка — один из видов холодной обработки металла. С помощью чеканки создавались и создаются самые
разнообразные художественные произведения. Чеканкой можно выполнять тонкие миниатюры для ювелирных изделий, различные рельефные орнаментальные композиции, наносить различную декоративную фактуру и с применением глубокой выколотки чеканить большие монументальные произведения. Чеканка широко распространена в настоящее время при изготовлении различных декоративных художественных изделий из меди, алюминия, латуни, черного декапира и других материалов.
Чеканка по листовому металлу — наиболее трудный из всех видов художественной чеканки, так как при работе по листовому металлу нужно создавать и рисунок, и рельеф, и фактуру материала в процессе работы, а при чеканке по литью происходит только выявление и завершение ранее созданной формы, отлитой из различных металлов.
Процесс чеканки заключается в обработке металла с помощью специального набора чеканов, различных по форме и назначению, и чеканного молотка. В процессе чеканки применяются также подсобные материалы и приспособления. Чеканы представляют собой специально откованные стальные стержни длиной 120 мм. Короче они неудобны, так как не позволяют наносить свободно удары, не травмируя руки. Для специальных работ чеканы могут быть и длиннее.
Контурная чеканка представляет собой чеканку на плоскости листового металла без выколотки рельефа. Другими словами, это создание контурного рисунка на плоскости металла с помощью расходника, пурочника и фактурных чеканов. Эта техника несколько напоминает гравировку, но техникой чеканки легче создать более живой и сочный рисунок, акцентируя его местами более сильными ударами и применением некоторых других чеканов, кроме расходника.
Контурная чеканка может быть выполнена как вогнутой, опущенной вниз, так и выпуклой, поднятой над фоном линией. Этот вид чеканки очень часто применялся при создании различных предметов быта, которые декорировались растительным и другими видами орнамента, выполненными одной линией без выколотки рельефа. В V и IV вв. до н. э. скифы оставили много различных образцов из драгоценных металлов, в том числе и контурной чеканки с применением различных фактур как по фону, так и по изображаемому рисунку.
Интересны художественные произведения из металла эпохи Сасанидов, где изображены борьба различных зверей, рыбы, растительность. Четко обозначен контур рисунка, чистый фон, а все изображение прочеканено различной фактурой, штрихами, которые усиливают характер предмета.

Разновидностью контурной чеканки является выпуклая контурная чеканка, где рисунок читается за счет выпуклой линии, которая поднимается расходником с оборотной стороны.
Контурная чеканка под эмаль. Этот способ чеканки имеет некоторые особенности при создании перегородок под эмаль. Как известно, в прошлом и теперь существуют перегородчатые горячие эмали. При этом перегородки из металлических ленточек или вальцованной проволоки припаивались, а затем накладывалась эмаль. Можно сделать эти перегородки способом чеканки специальным расходником с оборотной стороны изделия. Для чеканки перегородок следует брать расходник, рабочая часть которого должна иметь мягкую округленность небольшой толщины. Чеканка производится на твердой смоле, чтобы перегородка получалась более четкой и меньше «тянула» за собой фон. Создание перегородки чеканкой целесообразно, когда не требуется тонкая моделировка рисунка. Создание перегородок под эмали способом чеканки отличается декоративностью, сочностью и легкостью рисунка.
Ажурная чеканка отличается от контурной тем, что фон орнамента или другого изображения высекается с помощью специальных сечек.
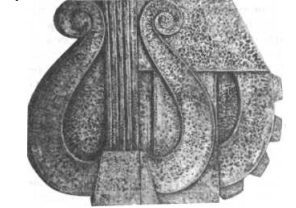
Рельефная чеканка — самый распространенный вид чеканки как в прошлом, так и в настоящее время. Много примеров в русском декоративном искусстве имеет рельефная чеканка с полной обработкой рельефа различной высоты и степени деталировки. В зависимости от размера изделия и высоты рельефа применяется тот или иной способ чеканки. Чеканный рельеф можно создать за счет опускания фона, но только небольшой высоты, примерно до 3 мм. Рельефы большей высоты получают различными способами выколотки. Рельефы могут быть очень тонко и тщательно проработаны с нанесением различной фактуры или выполнены только выколоткой с некоторой подчеканкой.
Декоративно-фактурная чеканка. Этот вид чеканки получил особое распространение в наши дни (рис.). Однако и в прошлом много примеров фактурной чеканки. Например, изделия из собрания скифского золота. Золотые чаши украшали ромбовидными шипами по всей поверхности. Аналогичными украшениями снабжены и братины XVII в. Фактурная чеканка очень умело применяется и в Грузинской чеканке.
Чеканка по литью
Чеканка по литью применяется только в случае отливки изделия в земляную форму. Художественная
отливка в земляную форму всегда уступает по четкости поверхности модели, по которой она была отлита.
Чтобы поверхность отливки не отличалась от поверхности модели, необходимо восстановить утраченные
детали.
Для чеканки литья применяют те же инструменты и приспособления, что и для листовой чеканки. Разница
лишь в том, что для чеканки литья требуется меньшее количество чеканов, так как здесь чеканится только
внешняя поверхность изделия. Однако чеканы для литья должны иметь большую твердость.
Выколотка (дифовка)
Дифовка— древний прием холодной обработки листового металла, производимый непосредственными ударами молотка, под которыми он тянется, изгибается, садится и в результате приобретает необходимую форму. От кузнечной ковки дифовка отличается тем, что она производится в холодном состоянии, а при кузнечных работах металл нагревают докрасна. Кроме того, она выполняется из листового металла не толще 2 мм; ковочные же работы обычно производятся из массивной заготовки. От чеканки дифовка отличается тем, что она выполняется непосредственно молотком, а чеканы (притом деревянные) употребляются редко.
В настоящее время в области художественной обработки можно выделить следующие виды дифовки: свободная ручная выколотка, механизированная выколотка, выколотка по модели.
Свободная ручная выколотка. Это древний прием, однако он применяется и сейчас. Задача этой техники — создать из листового металла полое объемное изделие.
Получение объемной формы из плоской заготовки обусловливается тремя процессами, которые в различных чередованиях и комбинациях составляют свободную ручную выколотку.
Первый процесс — это расплющивание заготовки, лежащей на стальной наковальне, ударами стального молотка, т. е. увеличение площади за счет уменьшения толщины, которое происходит, если молотком равномерно ударять по всей поверхности заготовки. Если же наносить удары на небольшом, ограниченном участке листа, не трогая его краев, то заготовка будет не только расплющиваться — уменьшаться по толщине в том месте, по которому наносится удар, но одновременно и деформироваться, т. е. образовывать сферическую поверхность, вогнутую со стороны удара. Это происходит потому, что нетронутые ударом части листа не дают материалу раздаваться в стороны.
Второй процесс — сгибание листовой заготовки, когда вогнутая сторона претерпевает сжатие, а выпуклая — растяжение. Сгибание производят стальным (или деревянным) молотком на ребре наковальни. Сгибание может происходить под углом и по радиусу, по прямой, по дуге и по сложной кривой. Это достигается благодаря тому, что в качестве опоры выбирается ребро фасонной наковальни соответствующей формы; при этом происходит не только сгибание, но и вытяжка металла.
Третий процесс — осадка металла, т. е. в результате удара толщина (поперечное сечение) материала увеличивается. Для этого заготовка предварительно гофрится, а затем гофры осаживаются («выводятся») стальным или деревянным молотком на наковальне. Этот процесс работы является наиболее сложными требует от исполнителя соответствующих навыков. Гофры, например, должны быть низкими и широкими, их легче осаживать. Высокие и узкие гофры при осадке нагоняются друг на друга, в результате чего образуются трещины и складки. Очень важно, чтобы гофры не были завалены на одну сторону или подсечены. Кроме того, губки круглогубцев или специальных гофрилок должны быть закалены и отполированы, иначе на поверхности металла в процессе гофрирования могут появиться повреждения.
Инструменты, употребляемые при выколотке, делятся на две группы: ударные и опорные.
Свободной выколоткой можно обрабатывать самые различные металлы и их сплавы: золото, серебро, медь, латунь, томпак, алюминий, никелевые сплавы и сталь. Однако свободная выколотка — медленный и трудоемкий процесс, поэтому она применима только для выполнения в металле первых авторских образцов. Но во всех случаях, где это возможно, ее следует заменять более современными и производительными приемами: давкой на станке или дифовкой по модели, а также использовать специальные механизмы.
Выколотка по моделям. Этот способ в настоящее время применяется для производства художественных барельефов и круглой (объемной) скульптуры из меди, латуни и алюминия, а также нержавеющей стали. Этой техникой можно производить крупные экстерьерные декоративные произведения, монументальные фигуры для памятников и интерьерную художественную скульптуру.
Монументы, выполненные дифовкой, значительно экономичнее литых — расход металла меньше, они легче по массе, удобны в перевозке; будучи установленными на стальные каркасы, они достаточно прочны и долговечны.
Ковка
Художественная ковка черных (железных) сплавов — один из древнейших способов обработки металлов.
Его истоки на Руси связаны с производством орудий труда славянскими племенами, населявшими нашу страну в VI — VIII вв. К IX в. н. э. (возникновение Древнерусского государства) кузнечное ремесло достигло высокого уровня. Из черного металла изготовляют самые разнообразные изделия: орудия труда, бытовую утварь, оружие, ювелирные изделия.
Основные устройства, применяемые в художественных мастерских, аналогичны обычным кузницам — это горн и наковальня. В качестве оснастки выступает ручник, а при крупных работах применяется кувалда. Для держания раскалённого металла применяются наборы клещей — серийные и специальные. Последние изготавливаются кузнецом-художником самостоятельно.
В производстве ювелирных изделий под ковкой понимают изменение поперечного сечения заготовки без снятия стружки как в горячем, так и в холодном состоянии.
Предварительная ковка — подготовка слитка к дальнейшей обработке давлением — прокатке или волочению.
Окончательная (чистовая) ковка — завершающая стадия изготовления ювелирного изделия.
При художественной ковке необходимы зубила, бородки, подбойки, а также скруглённые молотки. В качестве дополнительного инструмента применяются оправки, обжимки, наконечники, шпераки и подсечки, а также плиты — пробойные, формовальные, правильные и гвоздильные. Для операций по холодной обработке металла требуются инструменты для чеканки, разгонки, рифления и зернения, а для тонкой работы — напильники, резцы, шаберы и штампы. Кроме того, в мастерских, особенно в крупных, могут быть установлены механические и пневматические молоты.
Ковка — один из древнейших способов обработки металлов. Она осуществляется ударами молота по заготовке, которая может быть предварительно нагрета — «горячая» ковка или без нагрева — «холодная» ковка. Под ударами молота заготовка деформируется и приобретает желаемую форму. Но такая деформация без разрывов и трещин свойственна не всем металлам, а только металлам, обладающим определенной степенью вязкости, пластичности, тягучести. Совокупность этих свойств, как уже известно, обусловливает способность коваться и называется ковкостью металла. Это свойство непостоянно— оно зависит от степени нагрева металла: чем выше температура, тем мягче становится металл и тем легче он куется.

Холодной ковке поддаются драгоценные металлы — золото, серебро, а также медь. Этот прием широко применялся в Древней Руси златокузнецами, выковывавшими из драгоценных или медных слитков чаши, ковши и другие предметы. При холодной ковке металл под действием ударов, изменяя свою форму, быстро теряет пластичность, уплотняется и приобретает «наклеп» и для дальнейшей обработки требует отжига. Поэтому процесс холодной ковки состоит из двух чередующихся операций: деформации металла и отжига (рекристаллизации).
В современных условиях холодная ковка в области художественной обработки металла встречается редко, главным образом в ювелирном деле.
Горячая ковка применяется при обработке малоуглеродистых сталей (ковочного железа) для производства различных изделий.
Этот вид обработки металлов необходим, во-первых, для изготовления инструментов (чеканов, чеканных молотков, штихелей, зубил и т. п.), применяемых для различных способов художественной обработки металлов, а во-вторых, для производства самих художественных кованых изделий (светильников, решеток и т. п.).
В процессе ковки художественных изделий используются разнообразные приемы и рассмотренные выше инструменты в различных комбинациях и последовательности. Все многообразие приемов можно свести к следующим основным операциям:
- осадка и высадка;
- вытяжка (протяжка);
- рубка;
- прошивка (пробивка отверстий);
- гибка;
- закручивание;
- выглаживание (отделка);
- насекание рисунка;
- набивка рельефа и фактуры;
- горновая (кузнечная) сварка.
Важно отметить, что изделия древнерусских кузнецов не только те, которые служили украшением костюма
(перстни, пряжки, застежки, браслеты, цепочки, подвески) или украшением конской сбруи, но и оковки, петли на ларцы и сундуки, дверные замки, мечи, путы, шлемы, боевые топоры, всевозможная бытовая утварь и множество других железных кованых изделий по своим высоким художественным качествам современным искусствоведением относятся к области прикладного искусства и рассматриваются как художественное произведение.
Филигрань (скань)
Филигрань (скань) — своеобразный вид художественной обработки металла, занимающий с глубокой древности важное место в декоративно-прикладном искусстве.
Термин «филигрань» — более древний; он произошел от двух латинских слов «филюм» — нить и «гранум» — зерно. Термин «скань»— русского происхождения. Он берет свое начало от древнеславянского глагола «съкати» — ссучивать, свивать, сучить.
Оба термина отражают технологическую сущность этого искусства. Термин «филигрань» сочетает в себе названия двух основных первичных элементов, из которых производятся филигранные изделия,— это проволока и мелкие шарики, дополняющие проволочный узор.
Термин «скань» подчеркивает основную технологическую особенность, характерную для сканного производства, а именно то, что проволока применяется в этом виде искусства ссученной, свитой в шнуры, что придает сканным изделиям особую красоту и привлекательность.
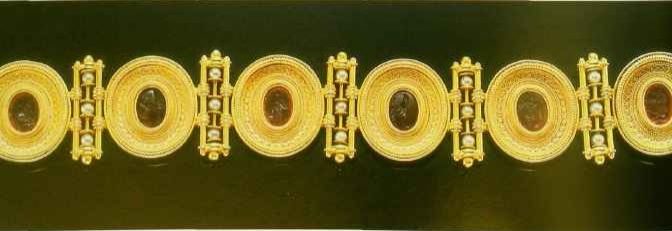
Чем тоньше по сечению взята проволока и чем туже, круче она ссучена, тем красивее получается изделие. Особенно, если узоры также дополняет и «зернь» — этим термином в русском сканном
производстве обозначали мельчайшие шарики. Однако термин «зернь» в современной практике почти утратился и сейчас мастера-сканщи- ки чаще употребляют термин «кальнер» или «корнер» — от искаженного немецкого слова «корн», что также обозначает «зерно».

Наиболее древние памятники филигранного искусства, относящиеся ко второму тысячелетию до н. э., найдены в странах Передней и Малой Азии, в Египте, а также на территории СССР — на Кавказе, где в курганах по реке Цалке при археологических раскопках найдены золотое ожерелье и кубок, украшенные витыми шнурами и зернью.
Для наиболее древних произведений филигранного искусства характерно преобладание зерни, а гладкая или витая проволока встречается редко.
Изделия, декорированные зернью, характерны и для скифского искусства. Зернь также продолжает быть типичным мотивом и для сканных изделий X и XI вв. Такие изделия иногда почти сплошь покрывались мелкой зернью и на небольшом предмете, например на звездчатых колтах из с. Кресты (X в.) насчитывается до шести тысяч зерен диаметром не более 0,5 мм на каждом колте.
Различают большое разнообразие видов и разновидностей филиграни, которые чаще всего обозначают следующими названиями:
Напайная филигрань (скань) — художественная обработка, когда узор из проволоки (гладкой или сученой), а также зернь напаивают непосредственно на листовой металл. Напайная филигрань имеет следующие разновидности:
- а) фоновая, или глухая, филигрань — простейший случай, когда филигранный узор напаивают на листовой металл, иногда дополнительно канфарят фон;
- б) просечная, или выпильная, филигрань, при которой после пайки узора фон удаляют либо просечкой, либо выпиловкой;
- в) рельефная филигрань по чеканке — сканный узор напаивают на заранее подготовленный чеканный рельеф;
- г) напайная филигрань с эмалью или перегородчатая эмаль, при которых после пайки скани все пространства между перегородками, образованными сканью, или их часть заполняют эмалью.
Ажурная филигрань — обработка, при которой узор, состоящий из элементов, выполненных из проволоки, спаивается только между собой, без фона, образуя как бы кружево из металла, а применяемую в этом случае зернь напаивают на это кружево. Ажурная филигрань имеет следующие разновидности:
- а) плоская ажурная филигрань — весь предмет представляет собой плоское (двухмерное) кружево, образованное проволочными деталями, спаянными между собой в одной плоскости.
- б) ажурная филигрань с эмалью, или «оконная» эмаль, — проемы, ячейки между сканными деталями заполнены прозрачной, просвечивающей эмалью, образуя как бы миниатюрный цветной витраж;
- в) скульптурно-рельефная ажурная филигрань—изделие представляет собой скульптурный, трехмерный рельеф (иногда горельеф), образованные из ажурной филиграни;
- г) многоплановая, или сложная, филигрань — сканный узор, состоящий из двух или многих планов, напаянных один на другой, т. е. когда на нижний узор, служащий как бы фоном, накладывают и припаивают новый рисунок, лежащий в другой плоскости; на нем может быть построен третий план и т. д. Таким образом, изделие приобретает трехмерный характер.
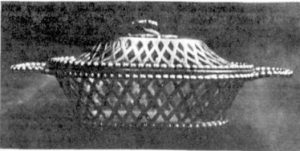
Объемная филигрань. К ней относятся объемные предметы, выполненные сканной техникой, — вазы, кубки, подносы, ларцы, коробки, объемные изображения зверей, птиц, архитектурные формы и т. п. Такие изделия изготовляют из отдельных частей, которые затем монтируют в целую композицию.
Отдельные элементы предварительно изготовляют по их разверткам каким-либо одним или несколькими видами сканной техники из описанных выше. Изделие может быть выполнено из напайной филиграни (фоновой) с эмалью или чеканкой или из ажурной филиграни простой или многоплановой (сложной) и т. п. Иногда в одном предмете умело используют несколько разновидностей филиграни, ажурные детали чередуют с фоновыми, дополнительно украшенными чеканкой, драгоценными камнями и эмалью и т. п. Это придает особое богатство и красоту всей композиции в целом.
Такое большое разнообразие видов и приемов филиграни возникло не сразу. Они сформировались в течение многовекового развития сканной техники. Весь технологический процесс производства филигранных изделий (независимо от его размера и сложности) включает следующие операции:
Подготовительные операции. Проект филигранного изделия, выполненный художником, перед его переводом в материал прежде всего разбивают на составные части и для каждой объемной части вычерчивают развертку (для плоскостных изделий в этом нет необходимости). Затем весь рисунок разбивают на составляющие его элементы и для каждого элемента устанавливают толщину и вид проволоки (скань, гладь, шнурок).
Заготовка скани. Материалами для изготовления скани служат чистые металлы: золото, серебро, медь. Их сплавы для этой цели обычно не применяют по двум причинам: во-первых, они обладают меньшей пластичностью и вязкостью; они более жестки и упруги, и это затрудняет волочение проволоки, ее сучение и набор скани. Во-вторых, температура плавления сплавов ниже, чем у чистых металлов, что затрудняет пайку изделий. Скань изготовляют из проволоки; если она не соответствует по толщине сечению, указанному на чертеже (или образце), ее протягивают через соответствующий фильер волочильной доски.
Набор скани. Процесс набора скани по рисунку состоит из двух операций:
- выгибание каждого элемента рисунка из соответствующей проволочной заготовки (скани, глади или шнура)
- установка такого элемента на соответствующее место и закрепление клеем.
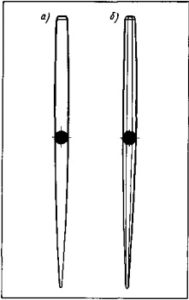
Наиболее целесообразно предварительно заготовить все детали рисунка (завитки, колечки, овалы и т. п.), а затем устанавливать их на место. Эту работу ведут при помощи пинцета специальной формы — корнцанга, представляющего собой сложенную вдвое стальную полосу шириной от 10 до 15 мм и толщиной от 1 до 2 мм. Общая длина пинцета составляет 100—150 мм и ее подбирают по руке; концы пинцета коротко заострены и слегка согнуты внутрь. Пинцетом работают, держа его в правой руке, а свободный конец проволоки придерживают ногтем указательного пальца левой руки. Эту работу проводят на специальной, ровной металлической пластине (из цинка или алюминия) размером 150X200 мм и толщиной 2—3 мм.
Можно различить четыре способа набора скани в зависимости от ее вида (и разновидности).
- Напайная филигрань (фоновая). В этом случае рисунок переводят на подготовленную (отожженную, отбеленную, промытую и высушенную) заготовку из листового металла (золота, серебра, красной меди), по толщине, размерам и конфигурации соответствующую рисунку и предназначенную для фона.
- Объемная фоновая филигрань. Набор скани для этого вида осуществляют на предварительно выдавленные, штампованные (или дифованные от руки) объемные формы— цилиндры, конусы, шаровые поверхности или на еще более сложные формы — цветы, листья, изображения животных и т. п. — чеканные рельефы. Набор на объемную форму или рельеф делать значительно труднее по сравнению с плоскостью, так как элементы рисунка приходится предварительно изгибать по форме, чтобы они плотно прилегали к фону. Поэтому при изготовлении цилиндрических или конусных изделий (имеющих одну кривизну) часто используют набор скани на плоские развертки этих фигур, а после пайки филиграни на фон из такой развертки свертывают цилиндр или конус.
- Набор плоской ажурной филиграни. Набор этого вида филиграни производят при помощи нитролака на писчую бумагу (раньше так же, как и для фоновой филиграни, применяли столярный клей). Для этого рисунок переводят на бумагу и набор проводят так же, как и на листовой металл. Однако в этом случае плотность набора имеет особое значение, так как при пайке детали рисунка должны прочно спаяться только между собой из-за отсутствия фона.
- Набор объемной ажурной филиграни. Набор этого вида филиграни производят на специальные шаблоны из малоуглеродистой стали; лучшим материалом служит черный декапир толщиной 0,5—0,8 мм или обычное кровельное железо. Шаблоны изготовляют вручную дифовкой или на давильном станке. Они должны быть цельными без паяных швов; по этой причине монтированные шаблоны не годятся, так как в процессе пайки филиграни, которую выполняют на шаблоне, швы могут распаяться и испортить работу. Набор на стальные шаблоны производят так же, как и при объемной фоновой филиграни, с той лишь разницей, что после пайки ажурная филигрань к шаблону не припаивается и легко с него снимается. Часто ажурные объемные изделия и рельефы изготовляют иначе.
Пайка филигранных изделий. Изделия, набранные на столярном клее, перед пайкой требуют обязательной обвязки тонкой железной проволокой — биндрой, так как при пайке столярный клей от нагревания вспучивается, кипит и загорается. В этот момент отдельные мелкие детали оказываются ничем не скрепленными между собой и могут рассыпаться. При обвязке фоновой филиграни биндру укладывают так, чтобы каждая деталь хотя бы один раз попала под ее виток и была прижата к фону.
При пайке ажурной филиграни, набранной на бумагу, ее привязывают к пластине из мягкой листовой стали толщиной 0,5—0,8 мм (или кровельного железа) несколько большего размера и предварительно натертой мелом, чтобы филигрань не припаялась к пластине.
При наборе на нитролак и другие современные клеи обвязку обычно не применяют, так как, например, клей БФ удерживает детали до момента пайки и, сгорая почти мгновенно, не дает изделию рассыпаться. Однако сложные объемные изделия, набранные на современных клеях, необходимо связывать.
В качестве припоев для пайки филиграни применяют специальные припои.
Грануляция
Грануляция — зернение — орнаментальное украшение изделия с помощью мелких металлических зерен (шариков). Зерна выплавляют из наструганных кусочков золота или серебра определенной пробы в тигле, наполненном мелким порошком из древесного угля. Расплавленные от нагревания тигля частички благородного металла принимают форму круглых зерен (шариков), а древесная пыль не дает им соединиться (слиться). При такой плавке зерна поглощают углерод, который снижает их температуру плавления. Зерна оставляют в тигле до их полного охлаждения, затем просеивают через сито и сортируют.
Грануляция заключается в припаивании к поверхности драгоценного металла множества миниатюрных сфер мельчайшими швами. Процесс выполняется так аккуратно, что невооруженным глазом швов не видно, а лишь — красивый узор.
Основание, которое украшают шариками, должно быть из того же материала. С помощью трагантовой смолы шарики укрепляют на основании. После того, как раствор высохнет,изделие равномерно прокаливают в пламени древесных углей или газовой горелки до тех пор, пока шарики не начнут блестеть, т.е. пока поверхность изделия не начнет плавиться (естественная пайка). Процесс грануляции тогда считается законченным. Остается обработать предмет в травильном растворе и придать ему товарный вид.
В двадцатых годах прошлого столетия филигрань имела некоторые отличительные черты. Тонкую круглую проволоку путем последующей нарезки и плоской прокатки превращали в сплющенную проволоку с мелкой зернью. Обработанную таким образом проволоку скручивали в спирали и волнистые линии, которыми орнаментально выполняли силуэты (контуры) различных форм.
Эта техника возникла на Востоке, а своего наивысшего расцвета достигла во времена Римской империи. Название происходит от лат. filum granum и переводится как зернистая проволока. Исходным материалом для филиграни служат зернистая проволока, изготовленная различными способами, например, две круглые проволоки скручивают между собой и плоско провальцовывают или скручивают четырехгранную проволоку.
Когда точно зародилась эта техника — неизвестно, но ее расцвет приходится на шестое-пятое столетие до н.э. Благодаря этрусским ювелирам работы, выполненные из качественного желтого золота, сохранились и до наших времен.

Этрусская грануляция состоит в покрытии поверхности золота микроскопическими золотыми сферами, при взгляде на которые кажется, что легчайшее дуновение унесет их прочь. Сложность здесь не в том, как изготовить такие шарики, а в том, как прикрепить их к поверхности, избежав деформации. В 1870 году Кастеллани объявил о том, что ему удалось открыть секрет древних этрусков, изучая технику работы с золотом в отдаленной деревушке в Апеннинах. Даже если Кастеллани действительно открыл технику, использовавшуюся этрусками, по вполне понятным причинам он никогда ее не описывал. Однако, скорее всего, он просто работал в схожей технике, позволявшей добиваться хорошего результата, но не подлинной тонкости и легкости оригинала. Этруски же предположительно использовали метод «коллоидной твердой пайки», описанный Х.А.П. Литтлдейлом в 1930-х годах. Он заключается в прикреплении золотых шариков к золотой поверхности с помощью органического клея, в котором растворена соль меди. После этого изделие помещается на слабый огонь, клей тает, высвобождая медь, которая амальгамирует с поверхностью золота — так осуществляется пайка.
- Бреполь теория и практика
- Беннет-Маскетти
- Флеров-Демина и др. Техника эмали, чеканки и ковки